










Hvidbog om grundlæggende principper for indpressningsteknik
PRESSFUGEN SOM ET ROBUST ALTERNATIV TIL LODNING
INDLEDNING
Siden sin indførelse inden for telekommunikation har indpressningsteknikken udviklet sig til en etableret nøgleteknologi inden for bil- og industri-elektronik. I lyset af aktuelle tendenser som elektrificering, autonom kørsel og Industri 4.0 stiger kravene til pålidelige og holdbare forbindelsessystemer konstant.
Især i barske driftsmiljøer med vibrationer, temperatursvingninger, fugt og mekanisk belastning overbeviser indpressningsteknikken med høj processikkerhed og langvarig stabilitet. På trods af forskellige designs af pressezoner forfølger alle løsninger det samme mål: en varigt mekanisk fast og elektrisk pålidelig forbindelse mellem printkortet og kontakten.
Dette opnås ved, at pressezonen er dimensioneret større end printkortets hul og presses ind med en defineret kraft. Således opstår der en gasæt, elektrisk stabil og mekanisk belastbar forbindelse med konstant lav kontaktmodstand.
Især i barske driftsmiljøer med vibrationer, temperatursvingninger, fugt og mekanisk belastning overbeviser indpressningsteknikken med høj processikkerhed og langvarig stabilitet. På trods af forskellige designs af pressezoner forfølger alle løsninger det samme mål: en varigt mekanisk fast og elektrisk pålidelig forbindelse mellem printkortet og kontakten.
Dette opnås ved, at pressezonen er dimensioneret større end printkortets hul og presses ind med en defineret kraft. Således opstår der en gasæt, elektrisk stabil og mekanisk belastbar forbindelse med konstant lav kontaktmodstand.
GRUNDLÆGGENDE
Ved indpressningsteknikken oprettes der en elektrisk forbindelse mellem stikket og printkortet ved at presse en stikben (pin) ind i et gennemgående hul i printkortet.
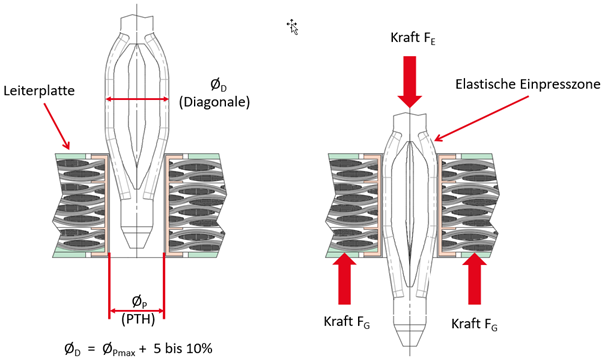
Indpressningsteknikken bygger på et simpelt princip:
Indpressningszonen på en stikben har i tværsnit en større diagonal end det metalliserede hul i printkortet. Den deformation, der opstår ved indpressningen, opfanges af den fleksible zone på kontaktstiften, så printpladehylsteret kun deformeres ubetydeligt. Der opstår derved en koldssvejsning mellem kontaktstiften og det metalliserede hul i printpladen: en gasæt, korrosionssikker, lavohm og elektrisk højledende forbindelse. Denne forbliver permanent stabil, selv under høje mekaniske og termiske belastninger – såsom vibrationer, bøjning og kraftige temperaturskift.
Vi anbefaler overvågning under indpressningsprocessen. Kraft-vej-analyser samt kamerabaserede systemer muliggør en pålidelig vurdering af forbindelseskvaliteten.
Ud over den gennemprøvede indpressningsteknik med vores indpressningszone Tcom press® tilbyder ept også andre tilslutningsteknologier, såsom loddede gennemgående huller, THR eller SMT – alt sammen tilpasset den pågældende anvendelse.
Indpressningsteknikken bygger på et simpelt princip:
Indpressningszonen på en stikben har i tværsnit en større diagonal end det metalliserede hul i printkortet. Den deformation, der opstår ved indpressningen, opfanges af den fleksible zone på kontaktstiften, så printpladehylsteret kun deformeres ubetydeligt. Der opstår derved en koldssvejsning mellem kontaktstiften og det metalliserede hul i printpladen: en gasæt, korrosionssikker, lavohm og elektrisk højledende forbindelse. Denne forbliver permanent stabil, selv under høje mekaniske og termiske belastninger – såsom vibrationer, bøjning og kraftige temperaturskift.
Vi anbefaler overvågning under indpressningsprocessen. Kraft-vej-analyser samt kamerabaserede systemer muliggør en pålidelig vurdering af forbindelseskvaliteten.
Ud over den gennemprøvede indpressningsteknik med vores indpressningszone Tcom press® tilbyder ept også andre tilslutningsteknologier, såsom loddede gennemgående huller, THR eller SMT – alt sammen tilpasset den pågældende anvendelse.
FORDELE VED INPRESSIONSTEKNIK
I forhold til traditionel lodningsteknik byder indpressningsteknikken på en lang række fordele, både hvad angår kvalitet, økonomi, funktionalitet og miljø. Den udmærker sig ved meget høj pålidelighed og mekanisk holdbarhed og er særligt modstandsdygtig over for stød og vibrationer. Desuden undgås typiske fejl som kolde loddeforbindelser eller kortslutninger.
Også økonomisk overbeviser indpressningsteknikken med sin reparerbarhed og en omkostningseffektiv bestykning. Funktionelt muliggør den en processikker bearbejdning uden termisk belastning af printkortet, hvilket skåner komponenterne. Samtidig forbliver stikforbindelsernes kontakter fri for loddetin.
Derudover tilbyder indpressningsteknikken miljømæssige fordele, da der hverken opstår loddedampe eller fluxrester, og man kan undgå yderligere rengøringsprocesser. Den opfylder dermed aktuelle miljøkrav og direktiver som RoHS og WEEE.
Også økonomisk overbeviser indpressningsteknikken med sin reparerbarhed og en omkostningseffektiv bestykning. Funktionelt muliggør den en processikker bearbejdning uden termisk belastning af printkortet, hvilket skåner komponenterne. Samtidig forbliver stikforbindelsernes kontakter fri for loddetin.
Derudover tilbyder indpressningsteknikken miljømæssige fordele, da der hverken opstår loddedampe eller fluxrester, og man kan undgå yderligere rengøringsprocesser. Den opfylder dermed aktuelle miljøkrav og direktiver som RoHS og WEEE.
ULEMPER VED INPRESSIONSTEKNIKKEN
På trods af sine mange fordele har indpressningsteknikken også nogle begrænsninger i forhold til lodningsteknikken. Den stiller store krav til printkortets kvalitet, især hvad angår huldiameter og tolerancer, og kræver specialværktøj samt udstyr, hvilket medfører højere investeringsomkostninger.
Desuden opstår der mekaniske belastninger under indpressningsprocessen, som kan forårsage skader, hvis teknikken ikke anvendes korrekt. Miniaturiseringen er også delvist begrænset i forhold til loddeteknikken.
Desuden opstår der mekaniske belastninger under indpressningsprocessen, som kan forårsage skader, hvis teknikken ikke anvendes korrekt. Miniaturiseringen er også delvist begrænset i forhold til loddeteknikken.
UDVÆLGELSESKRITERIER FOR INPRESSIONSTEKNIK
En pålidelig indpressningsforbindelse bygger på et optimalt samspil mellem flere kvalitetsfaktorer. Af afgørende betydning er især udformningen af indpressningszonen, den specifikke anvendelse, printkortets egenskaber samt fremstillingsprocessen.
Kun når disse faktorer er afstemt i forhold til hinanden, kan indpressningsteknikken udnytte sit fulde potentiale og sikre en varigt stabil, mekanisk holdbar og elektrisk sikker forbindelse.
Kun når disse faktorer er afstemt i forhold til hinanden, kan indpressningsteknikken udnytte sit fulde potentiale og sikre en varigt stabil, mekanisk holdbar og elektrisk sikker forbindelse.
I. Udvælgelseskriterier for printkortet
Tabellen sammenligner forskellige overfladebehandlinger til printkort med hensyn til lagtykkelse og egnethed til indstøbningsteknik.
| Overflade | |||||
| Immersion Sn | ENIG | Immersion Ag | OSP | HAL blyfri | |
| Lagtykkelse | 0,8 til 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1 - 0,5 µm | <5 - 50 µm |
| Egnethed til indpressningsteknik | meget god | begrænset* | begrænset* | god | begrænset* |
Tin-dypning er bedst egnet, OSP vurderes som god, mens ENIG, sølv-dypning og blyfri HAL kun er delvist egnede – afhængigt af anvendelsen.
Derudover vises typiske indstøbningszoner, som oftest består af tin eller tinlegeringer på et nikkelunderlag. Samlet set gør folien det klart, at valget af overflade har en afgørende indflydelse på kvaliteten og pålideligheden af indpressningsteknikken og skal træffes omhyggeligt afhængigt af anvendelsen.
Derudover vises typiske indstøbningszoner, som oftest består af tin eller tinlegeringer på et nikkelunderlag. Samlet set gør folien det klart, at valget af overflade har en afgørende indflydelse på kvaliteten og pålideligheden af indpressningsteknikken og skal træffes omhyggeligt afhængigt af anvendelsen.
II. Udvælgelseskriterier for indpressningszonen
I indpressningszonen er følgende overfladebehandlinger mulige: matte tin-, tin-bly-, sølv-tin- eller tin-sølv- samt indiumbelægninger, alle på et nikkelunderlag.
| Overflader | ||
| 0,30 - 1,50 µm Sn mat | over | 1 - 3 µm Ni mat |
| 0,30 - 1,50 µm SnPb 92/8 - 97/3 mat | over | 1 - 3 µm Ni mat |
| 0,35 - 1,50 µm AgSn eller SnAg | over | 1 - 3 µm Ni mat |
| 0,30 - 1,50 µm In | over | 1 - 3 µm Ni mat |
Den rigtige overflade er afgørende for en pålidelig pressetilslutning. Den påvirker pressekræfterne og skal kunne deformeres plastisk under belastning uden at blive beskadiget. Samtidig sikrer den en stabil elektrisk kontakt, beskytter mod korrosion og reducerer overgangsmodstanden. En passende belægning bidrager desuden til at forhindre skader på printkortet og sikre en pålidelig, reproducerbar proces.
HULOPBYGNING
For at opnå en pressetilslutning af høj kvalitet skal man ved fremstillingen af printkort være særlig opmærksom på boringsdiameteren, den færdige huldiameter, kobberbøsningens tykkelse og printkortets overflade.
Den rigtige hulopbygning er afgørende, da den direkte påvirker forbindelsens mekaniske stabilitet og elektriske pålidelighed. Kun med korrekt afstemte hul- og hylstermål opnås den nødvendige pressetilpasning, der sikrer et sikkert hold og en konstant kontakt. Afvigelser kan føre til for høje pressekræfter, beskadigelse af gennemgående kontakter eller utilstrækkelig kontakt. Desuden bidrager en passende hulopbygning til at udligne produktionstolerancer og sikre en ensartet proceskvalitet.
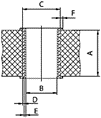
Den følgende hulopbygning er et eksempel på en udførelsesform.
Den rigtige hulopbygning er afgørende, da den direkte påvirker forbindelsens mekaniske stabilitet og elektriske pålidelighed. Kun med korrekt afstemte hul- og hylstermål opnås den nødvendige pressetilpasning, der sikrer et sikkert hold og en konstant kontakt. Afvigelser kan føre til for høje pressekræfter, beskadigelse af gennemgående kontakter eller utilstrækkelig kontakt. Desuden bidrager en passende hulopbygning til at udligne produktionstolerancer og sikre en ensartet proceskvalitet.
Den følgende hulopbygning er et eksempel på en udførelsesform.
| LP-materiale | FR4 | |
| Nominel hul | Ø 1,0 mm | |
| A | Printkorttykkelse | min. 1,44 mm |
| B | Endehul | Ø 1,0 +0,09 / -0,06 mm |
| C | Grundboring | 1,15 ±0,025 mm |
| D | Cu-lag | min. 25 µm |
| E | Overflade | kemisk Sn-belægning, 0,5 – 1,5 µm |
| F | Restring | min. 0,1 mm |
FORARBEJDNING
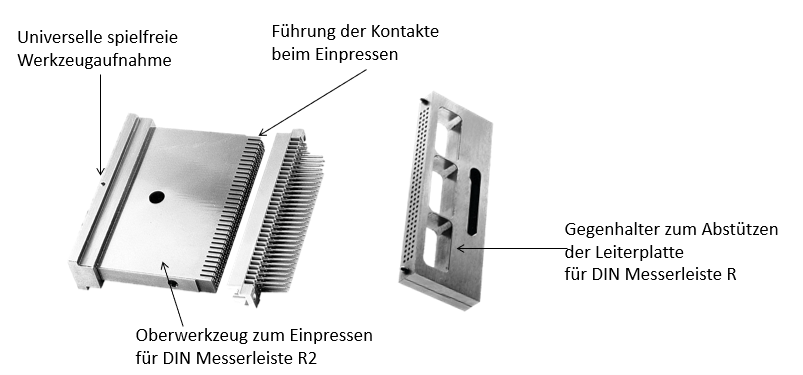
En kontrolleret indpressningsproces er afgørende for at opnå en holdbar, mekanisk og elektrisk pålidelig forbindelse. Det er absolut nødvendigt at anvende et overværktøj samt en modholder.
Overværktøjet overfører pressens kraft til kontakten, mens modholderen understøtter printkortet og beskytter det mod mekaniske spændinger. Afhængigt af stikforbindelsen anvendes flade plader eller kamværktøjer.
Hvis værktøjerne ikke er optimalt afstemt i forhold til hinanden, kan der virke uønskede kræfter på printkortet og beskadige allerede monterede komponenter. Indpressningskraften bør optages fuldstændigt af underværktøjet.
Printkort med indpressede stikforbindelser bør ikke opvarmes til over 125 °C.
Overværktøjet overfører pressens kraft til kontakten, mens modholderen understøtter printkortet og beskytter det mod mekaniske spændinger. Afhængigt af stikforbindelsen anvendes flade plader eller kamværktøjer.
Hvis værktøjerne ikke er optimalt afstemt i forhold til hinanden, kan der virke uønskede kræfter på printkortet og beskadige allerede monterede komponenter. Indpressningskraften bør optages fuldstændigt af underværktøjet.
Printkort med indpressede stikforbindelser bør ikke opvarmes til over 125 °C.
Konklusion
Indpressningsteknikken udgør et effektivt og fremtidssikret alternativ til den klassiske loddeteknik. Den overbeviser med høj processikkerhed, fremragende mekanisk stabilitet og en varigt pålidelig elektrisk forbindelse – selv under krævende driftsforhold.
Netop i lyset af den stigende elektrificering, stigende effekttætheder og voksende krav til robusthed og levetid tilbyder indpressningsteknikken afgørende fordele. En forudsætning for optimal ydeevne er dog det præcise samspil mellem indpressningszone, printplade og forarbejdningsproces.
En væsentlig succesfaktor er her valget af en optimalt udformet indpressningszone. Indpressningszonerne fra ept GmbH – især Tcom press®-teknologien – udmærker sig ved en meget let kontrollerbar indpressningsadfærd, lav belastning af printpladen og høj procesvinduesstabilitet. Dette minimerer både beskadigelser af gennemgående kontakter og sikrer varigt stabile elektriske kontakter. Desuden muliggør geometrien i ept-indpressningszonen en pålidelig bearbejdning, selv ved snævre tolerancer og krævende printkortkonstruktioner.
Som erfaren specialist inden for forbindelsesteknik tilbyder ept GmbH skræddersyede løsninger inden for presseteknik. Med innovative teknologier som Tcom press®-pressezonen, omfattende applikationsknowhow og høj produktionskompetence hjælper ept sine kunder med at realisere pålidelige og økonomiske forbindelsesløsninger til krævende anvendelser.
Netop i lyset af den stigende elektrificering, stigende effekttætheder og voksende krav til robusthed og levetid tilbyder indpressningsteknikken afgørende fordele. En forudsætning for optimal ydeevne er dog det præcise samspil mellem indpressningszone, printplade og forarbejdningsproces.
En væsentlig succesfaktor er her valget af en optimalt udformet indpressningszone. Indpressningszonerne fra ept GmbH – især Tcom press®-teknologien – udmærker sig ved en meget let kontrollerbar indpressningsadfærd, lav belastning af printpladen og høj procesvinduesstabilitet. Dette minimerer både beskadigelser af gennemgående kontakter og sikrer varigt stabile elektriske kontakter. Desuden muliggør geometrien i ept-indpressningszonen en pålidelig bearbejdning, selv ved snævre tolerancer og krævende printkortkonstruktioner.
Som erfaren specialist inden for forbindelsesteknik tilbyder ept GmbH skræddersyede løsninger inden for presseteknik. Med innovative teknologier som Tcom press®-pressezonen, omfattende applikationsknowhow og høj produktionskompetence hjælper ept sine kunder med at realisere pålidelige og økonomiske forbindelsesløsninger til krævende anvendelser.